

 Термическая и антикоррозийная обработка цветных металлов
Термическая и антикоррозийная обработка цветных металлов
Термической (тепловой) обработкой называются процессы, при которых металл нагревают или охлажда...
Цветные металлы
В последнее время цветные металлы и сплавы все более распространены в употреблении. Свое назван...
Эмали для металла
Эмаль, то есть суспензия из смол, красящих и стабилизирующих веществ и растворителя, является о...


Самодельные сварочные аппараты полуавтоматы, схемы, устройство и детали
Опубликовано: 06.09.2018

Самодельные сварочные аппараты полуавтоматы схемы могут иметь в целом принципиально похожие. Такой аппарат может стать вполне приемлемой альтернативой своему аналогу, произведенному в заводских условиях. Цена фирменных сварочных полуавтоматов в специализированных магазинах и торговых центрах достаточно высока, и выложить такую сумму безболезненно сможет далеко не каждый.
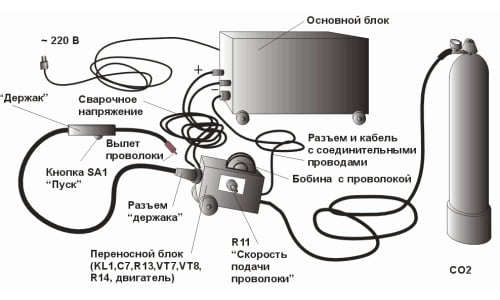
Рисунок 1. Устройство сварочного полуавтомата.
Между тем схема устройства позволяет использовать при его сборке многие узлы, оставшиеся от других агрегатов, что радикально снижает стоимость всей конструкции. Самодельные сварочные аппараты полуавтоматы несложно собираются в условиях домашней мастерской или гаража, и могут оказать неоценимую помощь при ремонте автомобильного кузова или сварном соединении тонкого листового металла.
Сварочный полуавтомат ПШП 10 #Советские монстры
Устройство сварочного полуавтомата
Этот аппарат имеет в своей основе инвертор, который преобразует переменный ток в постоянный. На вторичной обмотке с этой целью ставятся диодные выпрямители соответствующей мощности. Туда же ставится дроссель и конденсатор. Инвертор вполне можно намотать своими руками, для этого требуются лишь время, терпение и подходящая медная проволока в нужном количестве. Если ее диаметр будет составлять 0,8 мм, то сварка будет производиться током порядка 160 А, а сам инвертор иметь мощность 6 кВт. Стоит помнить, что если используется алюминиевая проволока, то для достижения таких показателей она должна иметь большую толщину.
самодельный сварочный инвертор ( новый проект )
Рисунок 2. Принципиальная схема сварочного аппарата.
Важными характерными отличиями сварочного полуавтомата от других видов подобных аппаратов является наличие механизма, подающего сварочную проволоку в зону, где производится сварка. Кроме того, полуавтоматы могут подавать в эту зону струю углекислого газа, что создает защиту процесса от воздействия кислорода и азота, содержащихся в окружающей атмосфере. В качестве емкости для подачи такого газа вполне можно использовать старый углекислотный огнетушитель. Подавать же проволоку успешно сможет автомобильный двигатель от стеклоочистительной системы.
Сварочные аппараты полуавтоматы схемы, детали и их изготовление
Необходимо отметить, что схема комплектующих (рис. 1) не содержит в своем составе ничего особо сложного. Нужно только правильно сделать дроссель, и выбрать подходящий конденсатор. Последний должен иметь мощность не менее 63 Вт и быть рассчитанным на 22-25 мкФ. Для дросселя требуется многожильный медный провод сечением 5 мм или более и длиной 20 м. Его нужно намотать 15 витков в одну сторону, по движению часовой стрелки, затем перевести витки на другую сторону сердечника и намотать столько же витков в противоположном направлении. Сердечник можно взять от силового трансформатора, снятого со старого телевизора. Тогда зажигание электрической дуги будет вполне надежным.
В схеме самодельного полуавтомата огромную роль играют тиристоры, которые придется приобрести отдельно. Это полупроводниковые детали, которыми возможно управлять с помощью электрических цепочек, способных сдвигать фазу.
Рисунок 3. Схема источника питания инверторного сварочного аппарата.
Причем схема предусматривает работу каждого из них только в соответствующем полупериоде сетевого напряжения, который формируется на аноде(рис. 2). Нельзя не отметить, что приведенная схема для сварочных полуавтоматов не является обязательной, возможны и иные варианты (рис.3).
А трансформатор для сварочного полуавтомата можно намотать на статор от пришедшего в негодность электродвигателя. В качестве первичной обмотки на него надо намотать медный провод сечением 1,9 мм в изоляции из стеклоткани, в количестве 220 витков. Вторичной обмоткой могут стать 56 витков медной шины сечением 6 см. Выпрямительный мост собирается из диодов, рассчитанных на воздействие тока не менее 100 А. Для предотвращения перегрева при работе полуавтомата каждый из них монтируется на радиаторе, имеющем площадь отдачи тепла не менее 2 м кв. Желательно сочетать при сборке катодный и анодный теплоотводы.
Периферийные устройства полуавтоматов
Возможность использования подачи непосредственно к месту наложения сварного шва углекислого газа и сварной проволоки является выгодным отличием полуавтоматов от других видов сварочных аппаратов. Их механизмы тоже не так сложно сделать самостоятельно. Газ подается через шланг, снабженный специальным пистолетом, функция которого состоит не только в подаче его на место сварки.
Схема его устройства включает одновременное замыкание электрической цепи и запуск механизма, открывающего электрический клапан. Такой пистолет желательно приобрести готовым, ибо неполадки в нем могут привести к неприятным последствиям.
Подачу сварной проволоки осуществляет специальный механизм, схема которого не отличается большой сложностью. Канал для подачи проволоки можно сделать из оболочки провода автомобильного спидометра, имеющего диаметр 1,2 мм. С одного его конца медным припоем крепится направляющая стальная трубка, имеющая внешнюю резьбу М4, а противоположный вставляется в канал пистолета. Питание такого полуавтомата включается с помощью реле, снятое с системы включения дальнего света фар автомобиля.
В целом стоит признать, что схема устройства сварочного полуавтомата вполне доступна для самостоятельной сборки с применением подручных средств и механизмов.