

 Термическая и антикоррозийная обработка цветных металлов
Термическая и антикоррозийная обработка цветных металлов
Термической (тепловой) обработкой называются процессы, при которых металл нагревают или охлажда...
Цветные металлы
В последнее время цветные металлы и сплавы все более распространены в употреблении. Свое назван...
Эмали для металла
Эмаль, то есть суспензия из смол, красящих и стабилизирующих веществ и растворителя, является о...


Сварка полиэтиленовых труб: особенности электромуфтового соединения ПЭ-труб, видео и фото
Опубликовано: 06.09.2018
Сварка полиэтиленовых труб является одной из наиболее популярных методик их соединения. При сварке формируется неразъемное соединение, отличающееся высокой герметичностью и сдобное выдерживать значительные нагрузки.
Конечно, не все методики работы с таким материалом как полиэтилен можно освоить самостоятельно, потому далее в статье я приведу обзор основных технологий, и остановлюсь на подробно описании алгоритмов сварки, чаще всего применяемых в быту.

Сваривать детали можно разными способами
Как соединяются детали

Фитинги для разъёмных соединений
При прокладке трубопроводов с использованием полиэтиленовых деталей неизменно возникает необходимость в их соединении.
Делать это можно двумя способами:
С помощью разъемных фитингов; С помощью сварки.
Сварной шов в разрезе
Первый вариант хорош тем, что для монтажа узла трубопровода не требуются никакие специальные инструменты. С другой стороны, цена фитингов достаточно существенна, да и номенклатура таких изделий ограничена, потому ставят их обычно там, где без возможности рассоединения труб просто не обойтись – т.е. во внутренней части трубопровода.
Сварной метод более трудоемок, поскольку требует задействования специального оборудования — контактных сварочных аппаратов, муфт, паяльников и т.д. С другой стороны, для его реализации не нужны дорогостоящие разъемные фитинги, да и надёжность сращивания труб при таком способе возрастает на порядок.

Соединения с использованием сварных муфт
В общем, если вы планируете монтировать трубопровод из полиэтиленовых деталей, то без освоения сварочного способа вам точно не обойтись. И даже если вы не будете выполнять работу своими руками, а обратитесь к специалистам, знать азы технологии необходимо — хотя бы для должного контроля и оценки качества результата.
Технология сварки
Метод 1: соединение встык
Сварка полиэтилена при формировании трубных коммуникаций может осуществляться несколькими способами. Наиболее часто используется так называемая стыковая методика сварки, при которой соединяются непосредственно торцы двух деталей.

Аппарат, используемый для соединения деталей
Подготовительный этап работы включает такие операции:
Для соединения выбираются изделия диаметром 50 мм и более с толщиной стенки не менее 5 мм. Пренебрегать таким ограничением не стоит: при стыковке тонкостенных труб велика вероятность деформации материала, что приведёт к снижению прочности соединения;
Так соединяют только детали от 50 мм и более
Еще один минус – внутренний наплав, который будет перекрывать и без того не самый большой просвет трубы, существенно снижая ее проходимость.
Стыковым способом соединяются только трубы из полиэтилена одной марки. Состав материала трубной стенки в месте сварного шва должен быть максимально однородным, потому я по возможности используют только трубы из одной партии; Также не лишним будет проверить торцы соединяемых элементов на эллипсность. Если при большом диаметре и значительной толщине стенок небольшие погрешности можно компенсировать, то работая с тонкими трубами нужно соблюдать предельную скрупулезность.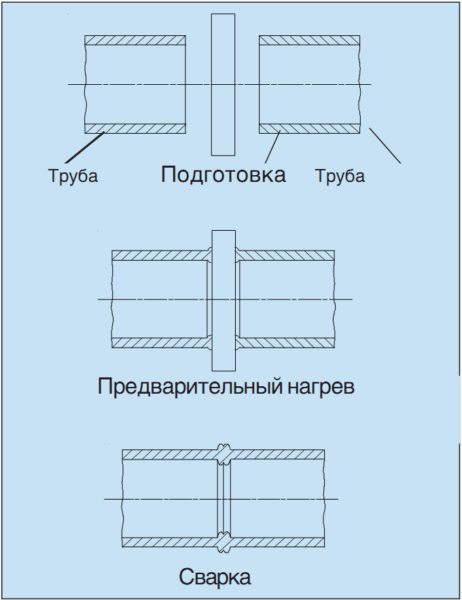
Принцип стыковой сварки
Для соединения деталей по методу стыковой сварки используются специальные агрегаты. Основным элементом такого прибора является центральная нагревательная пластина, которая и обеспечивает расплавление полиэтиленовых изделий.
Работы выполняются по такому алгоритму:
Трубы обрезаются по размеру с таким расчетом, чтобы на конце каждой был запас материала, необходимый для формирования сварочного шва. Как правило, информацию об укорачивании детали содержит инструкция к прибору, но в среднем для наиболее ходовых диаметров запаса в 12 -15 мм бывает достаточно; После этого выполняется торцовка труб: так мы обеспечиваем идеально ровную поверхность края детали для наилучшего контакта с нагревательным элементом;
Последовательность операций
Далее трубы устанавливаются в сварочный аппарат и центруются. Очень важно соблюдать строгую соосность, поскольку от этого напрямую зависит качество сварки; Затем в промежуток между деталями устанавливается нагревательный элемент, к которому прижимаются трубы. Прижим должен осуществляться с контролируемым усилием;
Установка нагревательной пластины
Время нагрева зависит от материала (полиэтилен высокой/низкой плотности, полипропилен), а также от толщины трубной стенки: чем толще соединяемые детали, тем больше их нужно удерживать для расплавления торцов;Температура при этом поддерживается ан постоянном уровне: сварка ПНД труб обычно ведется при 210 — 220 градусах, сварка ПП труб – при 200 0 С.
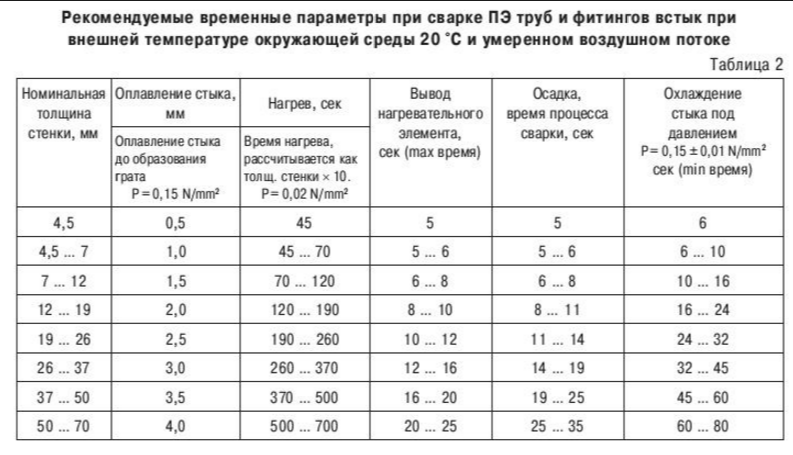
Параметры нагрева
После завершения процесса плавления плита убирается, и детали с расплавленными торцами прижимаются друг к другу – выполняется так называемая осадка. Для формования качественного шва осаживание осуществляется под определенным давлением, потому для прижатия деталей используется либо рычаг с фиксированным ходом, либо гидравлический привод.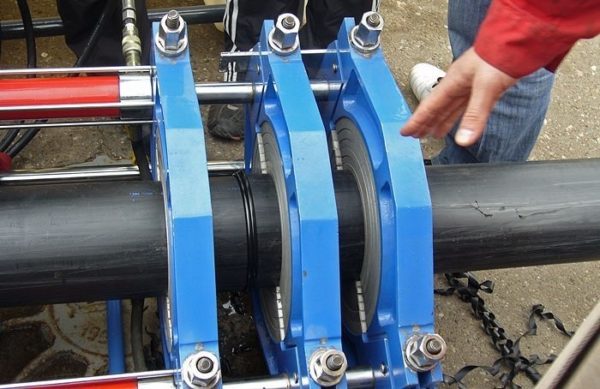
Осадка соединения с формованием шва
Снимать осадочное давление и извлекать соединённый участок из сварочного аппарата желательно после полного остывания полиэтилена.
Метод 2: муфтовое соединение

Аппарт для муфтовой сварки
При монтаже безнапорных трубопроводов (канализация, дренаж и т.д.), а также при стыковке трубных отрезков с разной толщиной стенок используется соединение с помощью специальных муфт. Также электромуфтовая сварка практически незаменима при ремонте существующих трубопроводов.

Сварочная муфта
Для монтажа соединений с использованием этой методики нам понадобятся специальные фитинги со встроенными нагревательными элементами.
Принцип работы будет следующим:
Концы труб ровно обрезаются и торцуются во избежание деформации и затекания полиэтилена внутрь трубы. При соединении деталей с разной толщиной стенки с более толстого изделия может сниматься фаска; С торцов труб удаляется слой окислов: для этого можно использовать специальный скребок или просто срезать полиэтилен толщиной 0,2 мм. Касаться свариваемых поверхностей руками нежелательно, поскольку для удаления жировых пятен понадобится обработка растворителем;
Муфта, надетая на одну из труб
Затем устанавливается сварочная муфта с нагревательными элементами, и к контактам муфты присоединяются провода от сварочного аппарата; После подачи напряжения металлические закладные внутри муфты разогреваются, за счет чего происходит плавление стенок труб и стенок самой муфты. Расплавленный полиэтилен формирует неразрывное соединение, которое после отключения тока постепенно остывает и полимеризуется.
Подключение тока при монтаже фитинга
Метод 3: раструбная сварка
Основным недостатком описанных выше методик является необходимость использования сложного и дорогостоящего оборудования. По этой причине при прокладке бытовых трубопроводов низкого давления используется технология раструбной сварки, которая обычно применяется для работы с деталями из полипропилена.

Паяльник для раструбной сварки
При соединении изделий используются сварные фитинги – линейные или угловые детали с увеличенным внутренним диаметром. Для их соединения применяют паяльники – нагревательные приборы со сменными насадками, диаметр которых соответствует диаметру нагревательных труб.
Преимуществами раструбного метода являются относительно невысокая стоимость паяльников, а также простота технологии формирования соединения.
Я работаю так:
Обрезаю трубу до нужной длины, снимаю фаску с ее торца, после чего проверяю, насколько легко она входит в подготовленный для сварки фитинг; На паяльник надеваю пару насадок, диаметры которых соответствуют диаметру трубы и фитинга соответственно;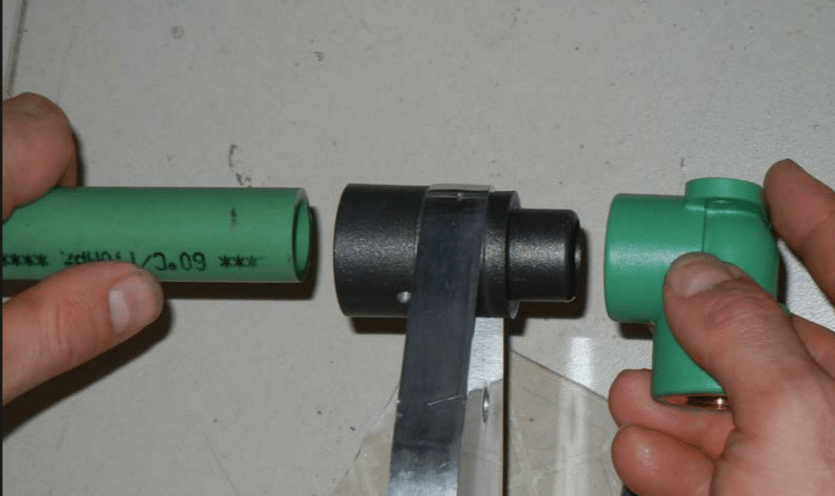
Надеваем детали на паяльник
Фитинг надеваю на насадку-стержень, а Турбу вставляю в полую кольцевую насадку; Включаю паяльник в сеть и прогреваю изделия в течение необходимого времени;Стоит отметить, что большинство паяльников предназначено для работы с полипропиленом. Так что при сварке ПЭ-труб нужно точно дозировать температуру, а в идеале – провести несколько пробных операций, оценив, как будет плавиться конкретно этот материал.

Снятие нагретых деталей
После нагрева снимаю обе детали с насадок и быстро совмещаю, вставляя трубу в фитинг без вращения. По окружности формируется валик из расплавленного материала, который и обеспечит прочность сварного шва.При должной сноровке таким способом можно быстро и с минимальными затратами монтировать внутренние полиэтиленовые трубопроводы.

Стыковка деталей и сварной шов в разрезе
Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать.

Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя; Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;
Фото дефектного участка при несоблюдении соосности
Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.
Заключение
Сварка ПЭ труб для формирования надежных неразъемных соединений может выполняться с применением разных технологий. Они вполне доступны для освоения даже неспециалистом, так что если вы хотите разобраться в нюансах — изучайте приведённые выше алгоритмы, смотрите видео в этой статье, а также не стесняйтесь задавать интересующие вас вопросы здесь в комментариях и в соответствующих темах на форуме проекта.